- Phiên bản máy tính
- Phiên bản mobile
- GIáŧI THIáŧU
- TIN TáŧĻC
- THÆŊ VIáŧN
- KHÃCH HÃNG
- LIÃN Háŧ
- PHáŧĪ TÃNG KHUÃN NHáŧ°A
- PHáŧĪ TÃNG KHUÃN DᚎP
- LÃ XO KHUÃN - DIE SPRING
- CášĶU KášļP KHUÃN - CAM KášļP
- PHáŧĪ TÃNG CÆ KHÃ
- MÃI ÄÃNH BÃNG KHUÃN
- SášĒN PHášĻM CÆ KHI
- BU LÃNG áŧC VÃT
- HÃNG KIM KHÃ
- VᚎT TÆŊ PHI KIM
- ÄIáŧN CÃNG NGHIáŧP
-
TÃŽm hiáŧu váŧ cÃĄc loᚥi cÃīng ngháŧ Hà n
Hà n là quÃĄ trÃŽnh cÃīng ngháŧ sášĢn xuášĨt cÃĄc kášŋt cášĨu khÃīng thÃĄo ÄÆ°áŧĢc táŧŦ kim loᚥi, háŧĢp kim và cÃĄc vášt liáŧu khÃĄc...
Bášąng sáŧą hà n nÃģng cháŧ cÃģ tháŧ liÊn kášŋt ÄÆ°áŧĢc hᚧu hášŋt cÃĄc kim loᚥi và háŧĢp kim váŧi chiáŧu dà y bášĨt káŧģ.CÃģ tháŧ hà n cÃĄc kim loᚥi và háŧĢp kim khÃīng Äáŧng nhášĨt.
NguyÊn lÃ― cáŧ§a hà n: Khi hà n nÃģng chášĢy kim loᚥi áŧ cháŧ hà n Äᚥt táŧi trᚥng thÃĄi láŧng. Sáŧą nÃģng chášĢy cáŧĨc báŧ cáŧ§a kim loᚥi cÆĄ bášĢn ÄÆ°áŧĢc tháŧąc hiáŧn tᚥi cÃĄc mÃĐp cáŧ§a phᚧn táŧ ghÃĐp. CÃģ tháŧ hà n bášąng cÃĄch là m chášĢy kim loᚥi cÆĄ bášĢn hoáš·c là m chášĢy kim loᚥi và vášt liáŧu báŧ sung. Kim loᚥi cÆĄ bášĢn hoáš·c kim loᚥi cÆĄ bášĢn và kim loᚥi báŧ sung nÃģng chášĢy táŧą rÃģt và o báŧ hà n và tášĐm Æ°áŧt báŧ máš·t rášŊn cáŧ§a cÃĄc phᚧn táŧ ghÃĐp. Khi tášŊt nguáŧn Äáŧt nÃģng kim loᚥi láŧng nguáŧi và ÄÃīng Äáš·c-kášŋt tinh, sau khi báŧ hà n kášŋt tinh tᚥo thà nh máŧi mÃĄy hà n nguyÊn kháŧi váŧi cášĨu trÚc liÊn kášŋt hai chi tiášŋt là m máŧt.
II. ÆŊu nhÆ°áŧĢc Äiáŧm cáŧ§a hà n.
ÆŊu Äiáŧm:
- Hà n là quÃĄ trÃŽnh cÃīng ngháŧ ÄÆ°áŧĢc áŧĐng dáŧĨng ráŧng rÃĢi Äáŧ chášŋ tᚥo và pháŧĨc háŧi cÃĄc kášŋt cášĨu và chi tiášŋt.- TÃnh Æ°u viáŧt bao gáŧm: TiÊu táŧn Ãt kim loᚥi, giášĢm chi phà lao Äáŧng, ÄÆ°áŧĢc gášŊn kášŋt thiášŋt báŧ, rÚt ngášŊn tháŧi gian sášĢn xuášĨt
NhÆ°áŧĢc Äiáŧm:
- Trong quÃĄ trÃŽnh hà n xášĢy ra quÃĄ trÃŽnh oxi hoÃĄ máŧt sáŧ nguyÊn táŧ, sáŧą hášĨp tháŧĨ và hÃēa tan cÃĄc chášĨt khà cáŧ§a báŧ kim loᚥi cÅĐng nhÆ° nháŧŊng thay Äáŧi cáŧ§a vÃđng nhiáŧt ášĢnh hÆ°áŧng nhiáŧt. Kášŋt quášĢ thà nh phᚧn và cášĨu trÚc cáŧ§a máŧi hà n khÃĄc váŧi kim loᚥi. CÃĄc biášŋn dᚥng cáŧ§a kášŋt gÃĒy báŧi áŧĐng suášĨt dÆ° cÃģ tháŧ là m sai láŧch kÃch thÆ°áŧc và hÃŽnh dÃĄng cáŧ§a nÃģ và ášĢnh hÆ°áŧng táŧi Äáŧ báŧn cáŧ§a máŧi ghÃĐp.
III. Máŧt sáŧ khÃĄi niáŧm.
1 Háŧ quang: PháŧĨ kiáŧn hà n háŧ quang tay
- Là sáŧą phÃģng Äiáŧn trong cÃĄc khÃ ÃĄp suášĨt cao. NÃģ Äáš·c trÆ°ng báŧi mášt Äáŧ dÃēng láŧn trong khÃīng khà dášŦn Äiáŧn và Äiáŧn ÃĄp thášĨp giáŧŊa cÃĄc Äiáŧn Äiáŧn cáŧąc
2 Plasma:
- Trong trᚥng thÃĄi bÃŽnh thÆ°áŧng chášĨt khà cÃĄch Äiáŧn táŧt. Khi cÃģ nguáŧn phÃĄt sinh là m cÃĄc chášĨt khà tÃch Äiáŧn ÄÃģ là hiáŧn tÆ°áŧĢng ion hoÃĄ chášĨt khÃ. Nášŋu chášĨt khà ÄÆ°áŧĢc Äáŧt nÃģng táŧi nhiáŧt Äáŧ cao thÃŽ tášĨt c cÃĄc quà trÃŽnh ion hoÃĄ sinh ra Äáŧng tháŧi trong khÃ. ChášĨt khà ion hoÃĄ xášĢy ra dášŦn Äiáŧn nhÆ° vášy gáŧi là plasma.
3. Thyritto:
- DÃđng Äáŧ tᚥo ra dÃēng Äiáŧn Äiáŧu chášŋ tᚧn sáŧ
- Biášŋn Äáŧi dÃēng xoay chiáŧu thà nh máŧt chiáŧu
4. Inverter
- Biášŋn Äáŧi dÃēng dÃēng bášąng tᚧn sáŧ
- Biášŋn Äáŧi dÃēng xoay chiáŧu thà nh máŧt chiáŧu
- HÃ n nhÃīm : cÃģ 2 chášŋ Äáŧ AC, DC
IV. PhÃĒn loᚥi:
*. Hà n trong khà bášĢo váŧ
Äáŧ nhášn Äáŧąoc máŧi hà n chášĨt lÆ°áŧĢng cao háŧ quang hà n và vÃđng kim loᚥi nÃģng chášĢy phášĢi ÄÆ°áŧĢc bášĢo váŧ cháŧng ášĢnh hÆ°áŧng cÃģ hᚥi cáŧ§a khÃīng khÃ, trong hà n háŧ quang khà bášĢo váŧ, háŧ quang và km loᚥi nÃģng chášĢy ÄÆ°áŧĢc bášĢo váŧ báŧi khà trÆĄ (Ar, He, Ar+He), khÃīng tÃĄc dáŧĨng váŧi kim loᚥi láŧng khi hà n, và khà (CO2, CO2+O2, CO2+Ar...) cÃģ tÃĄc dáŧĨng váŧi kim loᚥi láŧng.
-Khi hà n váŧi Äiáŧn cáŧąc khÃīng nÃģng chášĢy, háŧ quang chÃĄy giáŧŊa vášt và Äiáŧn cáŧąc khÃīng nÃģng chášĢy, Äiáŧn cáŧąc khÃīng nÃģng chášĢy trong quÃĄ trÃŽnh hà n và khÃīng Äi và o máŧi hà n. Háŧ quang di chuyáŧn dáŧch dáŧc theo cÃĄc mÃĐp hà n là m nÃģng chášĢy chÚng, khi dáŧch chuyáŧn háŧ quang ra kim loᚥi nÃģng chášĢy ÄÃīng Äáš·c tᚥo thà nh máŧi hà n liÊn kášŋt cÃĄc mÃĐp vášt hà n.(Hà n TIC)
- Khi hà n váŧi Äiáŧn cáŧąc nÃģng chášĢy háŧ quang chÃĄy giáŧŊa giÃĒy Äiáŧn cáŧąc liÊn táŧĨc ÄÆ°áŧĢc cášĨp và vášt hà n.Háŧ quang là m nÃģng chášĢy dÃĒy và cÃĄc mÃĐp hà n. Kim loᚥi Äiáŧn cáŧąc chuyáŧn và o vášt và tᚥo thà nh báŧ hà n. Khi háŧ quang di chuyáŧn Äi, báŧ hà n ÄÃīng Äáš·c tᚥo thà nh máŧi hà n liÊn kášŋt cÃĄc mÃĐp vášt hà n. DÃĒy Äiáŧn cáŧąc nÃģng chášĢy cÃģ tháŧ Äáš·c, hoáš·c áŧng cháŧĐa báŧt háŧĢp kim, thuáŧc tᚥo xáŧ và khÃ. DÃĒy hà n loᚥi nà y gáŧi là dÃĒy hà n lÃĩi thuáŧc hoáš·c dÃĒy báŧt (Hà n MIG/MAG)
- Äáŧ tiášŋp kiáŧm khà bášĢo váŧ, sáŧą hà n ÄÆ°áŧĢc tháŧąc hiáŧn trong 2 luáŧng khà tÃĄch biáŧt cung cášĨp tášp trung và o vÃđng háŧ quang. Nhiáŧt Äáŧ háŧ quang trong hà n Äiáŧn cáŧąc nÃģng chášĢy tÆ°ÆĄng Äáŧi thášĨp cáŧĄ 5000-6500K. Nhiáŧt Äáŧ háŧ quang trong hà n Äiáŧn cáŧąc khÃīng nÃģng chášĢy cao hÆĄn nhiáŧu. NÃģ thášĨp hÆĄn vÃŽ thášŋ nÄng cáŧ§a khà háŧ quang kÃĐm hiáŧu quášĢ, máŧt máš·t vÃŽ cáŧt háŧ quang láŧn, máš·t khÃĄc kim loᚥi dÃĒy Äiáŧn cáŧąc liÊn táŧĨc chuyáŧn và o báŧ là m nguáŧi cáŧt háŧ quang.
1. Hà n TIG: PháŧĨ kiáŧn hà n TIG
- Là cÃīng ngháŧ hà n trong khà bášĢo váŧ, sáŧ dáŧĨng khà Ar, và Äiáŧn cáŧąc khÃīng nÃģng chášĢy vonfram
- Äáš·c Äiáŧm nguyÊn lÃ―: Äáŧt nÃģng chášĢy kim loᚥi cÆĄ bášĢn tᚥi cÃĄc mÃĐp hà n, khi nguáŧi sáš― ÄÃīng Äáš·c âkášŋt tinh
2. HÃ n MIG/MAG: PháŧĨ kiáŧn MIG - MAG
- HÃ n trong Äiáŧn cáŧąc nÃģng chášĢy
- DÃđng khà bášĢo váŧ Ar + CO2,
- Sáŧ dáŧĨng báŧ cášĨp dÃĒy
- NguyÊn lÃ―: ÄÆ°áŧĢc báŧ xung thÊm báŧ cášĨp dÃĒy hà n, Äáŧ cÃđng váŧi kim loᚥi cÆĄ bášĢn nÃģng chášĢy ÄÃīng Äáš·c kášŋt tinh tᚥo máŧi hà n.
3. HÃ n CO2:
- HÃ n trong Äiáŧn cáŧąc nÃģng chášĢy
- DÃđng khà bášĢo váŧ là CO2
- Sáŧ dáŧĨng báŧ cášĨp dÃĒy hà n dÃĒy báŧt
CÃīng ngháŧ hà n plasma
1. HÃ n plasma:
- Nhiáŧt Äáŧ háŧ quang trong hà n plasma cao lÊn táŧi 15000-200000C , khÃīng nhÆ° háŧ quang trong hà n táŧą do cÃģ dᚥng hÃŽnh cÃīng trinh ráŧng trÊn chi tiášŋt, háŧ quang
trong hà n plasma cÃģ dᚥng hÃŽnh tráŧĨ, do ÄÃģ nÃģ cÃģ kh nÄng xuyÊn sÃĒu và o báŧ hà n, nÊn cÃĄc mÃĐp hà n vášt dà y khÃīng cᚧn vÃĄt mÃĐp láŧn.
- Bášąng hà n háŧ quang plasma cÃģ tháŧ kášŋt náŧi cÃĄc kim loᚥi Äen và mᚧu khÃĄc nhau: NhÃīm và háŧĢp kim titan, thÃĐp cacbon thášĨp và thÃĐp khÃīng gáŧ, Äáŧng, Äáŧng thau,
niken và cÃĄc vášt liáŧu khÃīng Äáŧng dᚥng váŧi chÚng.
2. CášŊt plasma
- CÃĄc phÆ°ÆĄng phÃĄp cášŊt thÃīng thÆ°áŧng(cášŊt oxy, cášŊt háŧ quang Äiáŧn) cháŧ cho phÃĐp cášŊt thÃĐp cacbon thášĨp và thášŋp háŧĢp kim thášĨp khÃīng tháŧ cášŊt dÆ°áŧĢc gang, thÃĐp háŧĢp kim cao, nhÃīm Äáŧng và cÃĄc háŧĢp kim cáŧ§a chÚng.
- NguyÊn lÃ― cášŊt plasma dáŧąa trÊn sáŧą tášn dáŧĨng nhiáŧt Äáŧ rášĨt cao và táŧc Äáŧ truyáŧn Äáŧng láŧn cáŧ§a khà táŧŦ miáŧng phun cáŧ§a Äᚧu plasmatron Äáŧ là m nÃģng chášĢy và tháŧi
kim loᚥi kháŧi rÃĢnh cášŊt.
- ThÃīng thÆ°áŧng sáŧ dáŧĨng háŧn háŧĢp khà 65% Ar+ 35%H2; 80%N2+20%H2. Khi áŧĐng dáŧĨng chášŋ Äáŧ thÃch háŧĢp mÃĐp cášŊt phášģng khÃīng sᚧn sÃđi, Äáŧ tᚥo mÃĐp cášŊt vuÃīng gÃģc cᚧn gim táŧc Äáŧ cášŊt.
- ChášĨt lÆ°áŧĢng cášŊt pasma pháŧĨ thuáŧc và o cÆ°áŧng Äáŧ dÃēng Äiáŧn, khà sáŧ dáŧĨng, táŧc Äáŧ cášŊt và khÃīng cÃĄch táŧŦ vášt táŧi plasmatron.
- Do táŧc Äáŧ cáŧ§a plasma láŧn khÃģ kháŧng chášŋ khÃĄ chÃnh xÃĄc khong cÃĄch cášŊt nÊn Ãt khi dÃđng tay Äáŧ cášŊt plasma. Khi cášŊt táŧą Äáŧng phášĢi gášŊn plasmatron lÊn xe
váŧi táŧc Äáŧ di chuyáŧn cáŧ§a xe bášąng táŧc Äáŧ cášŊt plasma
- NhÆ°áŧĢc Äiáŧm cáŧ§a cášŊt plasma là máŧi cášŊt láŧn. -
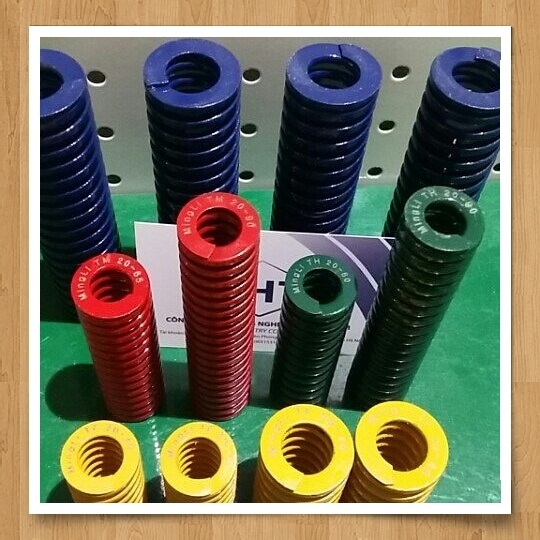
LÃē xo khuÃīn TF-TL-TM-TH-TB
 LÃē xo khuÃīn TF, TL, TM. TH, TB
LÃē xo khuÃīn TF, TL, TM. TH, TB -
áŧc báŧt cÃīn - vÃt báŧt cÃīn PT1/16
-
Chà y Äáŧt thášģng D7x100 SKD11

Chà y Äáŧt thášģng hay cÃēn gáŧi là pin Äáŧt tÊn tiášŋng anh là punch pin dÃđng trong khuÃīn dášp là linh kiáŧn khuÃīn mášŦu.ÄÆ°áŧng kÃnh táŧŦ 1 Äášŋn D20mm, dà i táŧŦ 40 Äášŋn 100mm
TÃĄc dáŧĨng: DÃđng Äáŧ Äáŧt láŧ trong khuÃīn
Vášt Liáŧu: SKD11
LiÊn háŧ: THT VIET NAM ; Mobile : 084 9898 166
Ä/C: 37/663 LÄĐnh nam â Hoà ng Mai â Hà Náŧi
-
Chà y Äáŧt thášģng D7x80 SKD11

Chà y Äáŧt thášģng hay cÃēn gáŧi là pin Äáŧt tÊn tiášŋng anh là punch pin dÃđng trong khuÃīn dášp là linh kiáŧn khuÃīn mášŦu.ÄÆ°áŧng kÃnh táŧŦ 1 Äášŋn D20mm, dà i táŧŦ 40 Äášŋn 100mm
TÃĄc dáŧĨng: DÃđng Äáŧ Äáŧt láŧ trong khuÃīn
Vášt Liáŧu: SKD11
LiÊn háŧ: THT VIET NAM ; Mobile : 084 9898 166
Ä/C: 37/663 LÄĐnh nam â Hoà ng Mai â Hà Náŧi
-
Xem ášĢnh gáŧc Kášđp nhanh Äáŧnh váŧ lÃē xo J765-08001
-
LÃē xo khuÃīn mášŦu mà u và ng THT
 LÃē xo khuÃīn mášŦu mà u và ng THT
LÃē xo khuÃīn mášŦu mà u và ng THT -
Cam kášđp cÆĄ GH
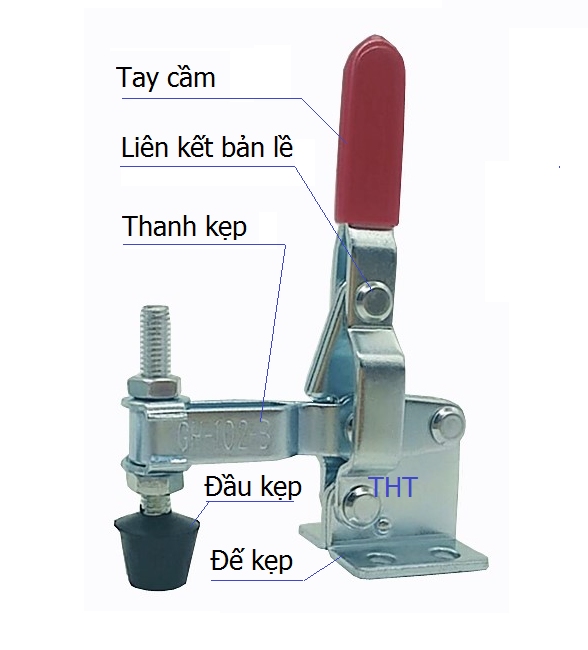
MÃī tášĢ sÆĄ báŧ tÃnh nÄng kášđp Äáŧnh váŧ, cam kášđp GOOD HAND
-
NášĨm khà - NášĨm hÆĄi D16-AJV-AIR-JET VALVES
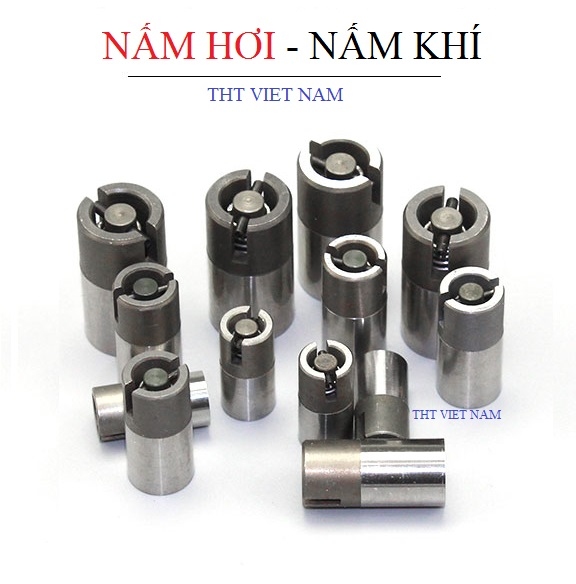 NášĨm khà - NášĨm hÆĄi D16NášĨm khà - NášĨm hÆĄi D16-AJV-AIR-JET VALVES là linh kiáŧn khuÃīn nháŧąa, sáŧ dáŧĨng ÄášĐy chi tiášŋt nháŧąa ra kháŧi khuÃīn nháŧąa
NášĨm khà - NášĨm hÆĄi D16NášĨm khà - NášĨm hÆĄi D16-AJV-AIR-JET VALVES là linh kiáŧn khuÃīn nháŧąa, sáŧ dáŧĨng ÄášĐy chi tiášŋt nháŧąa ra kháŧi khuÃīn nháŧąaLiÊn háŧ: THT VIET NAM ; Mobile : 084 9898 166
Ä/C: 37/663 LÄĐnh nam â Hoà ng Mai â Hà Náŧi
-
LONG ÄEN KHÃA DIN 25201

-
Panme Äo ngoaĖi ÄiÊĖĢn tÆ°Ė Mitutoyo
 Panme Äo ngoaĖi ÄiÊĖĢn tÆ°Ė Mitutoyo 293-240-30
Panme Äo ngoaĖi ÄiÊĖĢn tÆ°Ė Mitutoyo 293-240-30 -
Kiášŋn tháŧĐc cÆĄ bášĢn trong bášĢo dÆ°áŧĄng khuÃīn ÃĐp nháŧąa
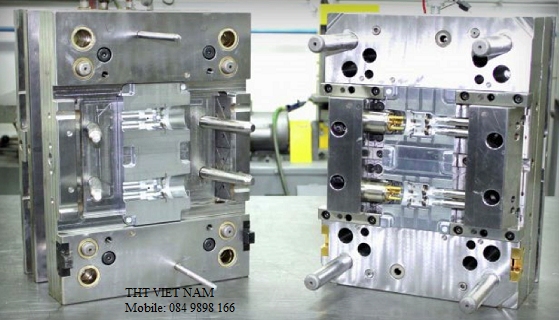 Kiášŋn tháŧĐc cÆĄ bášĢn trong bášĢo dÆ°áŧĄng khuÃīn ÃĐp nháŧąa
Kiášŋn tháŧĐc cÆĄ bášĢn trong bášĢo dÆ°áŧĄng khuÃīn ÃĐp nháŧąa -
LÃē xo THT
-
áŧĻng dáŧĨng LÃē xo ÄÄĐa THTVIETNAM

áŧĻng dáŧĨng LÃē xo ÄÄĐa THTVIETNAM
-
linh kiáŧn KhuÃīn Äáŧt dášp

linh kiáŧn KhuÃīn Äáŧt dášp
-
Thanh ren ty ren náŧi ren kášđp xà gáŧ

Thanh ren - ty ren- náŧi ren - kášđp xà gáŧ
-
Äai treo áŧng, gáŧi ÄáŧĄ áŧng

Äai treo áŧng, gáŧi ÄáŧĄ áŧng
-
CÃīng ngháŧ ÄÃĄnh bÃģng Inox

CÃīng ngháŧ ÄÃĄnh bÃģng Inox
-
Máŧt và i khÃĄi niáŧm váŧ gia cÃīng CNC

Máŧt và i khÃĄi niáŧm váŧ gia cÃīng CNC
-
Bu lÃīng, Äai áŧc, ubolt-ula

Bu lÃīng, Äai áŧc, ubolt-ula
-
TÃŽm hiáŧu váŧ cÃĄc loᚥi cÃīng ngháŧ Hà n

TÃŽm hiáŧu váŧ cÃĄc loᚥi cÃīng ngháŧ Hà n
-

|
|
0849898166 |



|
|
|||||
|
|
|||||
|
|
|||||
|
