- Phiên bản máy tính
- Phiên bản mobile
- GIáŧI THIáŧU
- TIN TáŧĻC
- THÆŊ VIáŧN
- KHÃCH HÃNG
- LIÃN Háŧ
- PHáŧĪ TÃNG KHUÃN NHáŧ°A
- PHáŧĪ TÃNG KHUÃN DᚎP
- LÃ XO KHUÃN - DIE SPRING
- CášĶU KášļP KHUÃN - CAM KášļP
- PHáŧĪ TÃNG CÆ KHÃ
- MÃI ÄÃNH BÃNG KHUÃN
- SášĒN PHášĻM CÆ KHI
- BU LÃNG áŧC VÃT
- HÃNG KIM KHÃ
- VᚎT TÆŊ PHI KIM
- ÄIáŧN CÃNG NGHIáŧP
-
CÃīng ngháŧ ÄÃĄnh bÃģng Inox
CÃC LOáš I Äáŧ BÃNG Báŧ MášķT
No1/ 2D/ BTP/ 2B/ BA
No4/ HL/ Scotch Britgh PVC
Mirror/ Titan/ Embossing/ Etching PVC
INOX Äen, chÆ°a tášĐy báŧ máš·t ( Äáŧ cháŧng gáŧ khÃīng thay Äáŧi)
MÃĢ Äáŧ bÃģng
báŧ máš·t
PhÆ°ÆĄng phÃĄp sáŧ lÃ― báŧ máš·t và áŧĐng dáŧĨng
No.1
ÄÃĒy là sášĢn phášĐm ÄÆ°áŧĢc là m sᚥch báŧ máš·t bášąng hoÃĄ chášĨt và áŧ§ sau giai Äoᚥn cÃĄn nÃģng. ÄÃĒy là vášt liáŧu dÃđng Äáŧ cÃĄn nguáŧi hoáš·c báŧn cháŧĐa cÃīng nghiáŧp, dáŧĨng cáŧĨ trong ngà nh cÃīng nghiáŧp hoÃĄ chášĨt.
No.2D
ÄÃĒy là sášĢn phášĐm khÃīng cÃģ báŧ máš·t bÃģng loÃĄng. SášĢn phášĐm nà y là thÃĐp ÄÆ°áŧĢc áŧ§ và sáŧ lÃ― hoÃĄ chášĨt báŧ máš·t sau khi cÃĄn nguáŧi. NguyÊn liáŧu nà y dÃđng Äáŧ là m thiášŋt báŧ trong nhà mÃĄy hoÃĄ dᚧu, chi tiášŋt ÃītÃī, vášt liáŧu xÃĒy dáŧąng và áŧng dášŦn Inox.
No.2B
ÄÃĒy là loᚥi hà ng ÄÆ°áŧĢc sáŧ lÃ― qua báŧ máš·t trÊn cÆĄ sáŧ báŧ máš·t No.2D. Báŧ máš·t nà y bÃģng hÆĄn và nhášĩn hÆĄn báŧ máš·t No.2D. ÄÃĒy là báŧ máš·t tiÊu chuášĐn và cÃģ khášĢ nÄng tÄng cÆ°áŧng cÆĄ lÃ― tÃnh cáŧ§a sášĢn phášĐm. Vášt liáŧu nà y ÄÆ°áŧĢc dÃđng ráŧng rÃĢi trong máŧi trÆ°áŧng háŧĢp.
No.3
SášĢn phášĐm nà y ÄÆ°áŧĢc ÄÃĄnh bÃģng váŧi pháŧt ÄÃĄnh bÃģng váŧi mášt Äáŧ 100-120 mesh. NÃģ ÄÆ°áŧĢc áŧĐng dáŧĨng ráŧng rÃĢi trong nhiáŧu lÄĐnh váŧąc bao gáŧm: xÃĒy dáŧąng và trang trà náŧi ngoᚥi thášĨt, dáŧĨng cáŧĨ gia ÄÃŽnh và Äáŧ là m bášŋp.
No.4
SášĢn phášĐm nà y ÄÆ°áŧĢc ÄÃĄnh bÃģng váŧi mášt Äáŧ 150-180 mesh. So sÃĄnh váŧi loᚥi báŧ máš·t No.3 thÃŽ nÃģ cÃģ báŧ máš·t bÃģng hÆĄn. No.4 cÃģ báŧ máš·t mᚧu trášŊng bᚥc rášĨt hášĨp dášŦn và thÆ°áŧng ÄÆ°áŧĢc dÃđng Äáŧ là m báŧn tášŊm, trang trà bÊn ngoà i và bÊn trong cÃĄc toà nhà và trong cÃīng nghiáŧp chášŋ biášŋn tháŧąc phášĐm.
BA
BA là báŧ máš·t sÃĄng bÃģng nhÆ° gÆ°ÆĄng. NÃģ ÄÆ°áŧĢc là m bÃģng bášąng cÃīng Äoᚥn áŧ§ bÃģng sau khi ÄÆ°áŧĢc cÃĄn nguáŧi. BA ÄÆ°áŧĢc dÃđng cho dáŧĨng cáŧĨ gia ÄÃŽnh, gÆ°ÆĄng nháŧ, Äáŧ là m bášŋp, vášt liáŧu xÃĒy dáŧąng và nhiáŧu vášt dáŧĨng khÃĄc cᚧn báŧ máš·t sÃĄng bÃģng.
HL
HL là loᚥi báŧ máš·t cÃģ ÄÆ°áŧng vÃĒn kášŧ dáŧc. VÃĒn nà y ÄÆ°áŧĢc tᚥo ra báŧi mÃĄy ÄÃĄnh bÃģng dÃđng pháŧt ÄÃĄnh bÃģng cho No.4. Loᚥi sášĢn phášĐm cÃģ báŧ máš·t HL thÆ°áŧng ÄÆ°áŧĢc dÃđng cho trang trà náŧi và ngoᚥi thášĨt, cáŧa và khuÃīn cáŧa.
Dull
Báŧ máš·t máŧ sáŧn là báŧ máš·t ÄÆ°áŧĢc tᚥo ra báŧi cÃĄch là m giášĢm Äáŧ bÃģng cáŧ§a No.2B và tᚥo nhÃĄm báŧ máš·t. Loᚥi vášt liáŧu nà y dÃđng Äáŧ trang trà náŧi ngoᚥi thášĨt; là m trᚧn và vÃĄch cáŧ§a thang mÃĄy. www.haiaujsc.com
CÃĄc dᚥng hoà n thiáŧn & ÄÃĄnh bÃģng Inox
Dáŧąa và o nhu cᚧu và máŧĨc ÄÃch khÃĄc nhau cáŧ§a táŧŦng sášĢn phášĐm ta cÃģ nháŧŊng dᚥng báŧ máš·t inox chÃnh nhÆ° sau:
#3 Finish â CÅĐng ÄÆ°áŧĢc gáŧi là mà i, gia cÃīng thÃī hoáš·c mà i thÃī
Là bÆ°áŧc xáŧ lÃ― thÃī trÆ°áŧc khi tháŧąc hiáŧn cÃĄc cÃīng Äoᚥn khÃĄc, và dáŧĨ loᚥi báŧ máŧi hà n, cÃĄc ba váŧ hay cÃĄc phᚧn dÆ° vášt liáŧu cáŧ§a chi tiášŋt ÄÚc. ThÆ°áŧng dÃđng váŧi Äai nhÃĄm cÃģ hᚥt mà i cáŧĄ 36-100
Váŧi báŧ máš·t hoà n thiáŧn #3, báŧ máš·t vášt liáŧu cÃģ Äáŧ nhÃĄm khoášĢng 60 - 80 grit.
#4 Architectural Finish â Báŧ máš·t hoà n thiáŧn sáŧ 4 â cho kiášŋn trÚc â báŧ máš·t ÄÆ°áŧĢc tᚥo sáŧc thÃī cÃģ Äáŧnh hÆ°áŧng
DÃđng Äai nhÃĄm hay ÄÃĄ tráŧĨ nhÃĄm khoášĢng váŧi cáŧĄ hᚥt khoášĢng 120 - 180
#4 Dairy or Sanitary Finish â báŧ máš·t hoà n thiáŧn sáŧ 4 cho mÃĄy ngà nh tháŧąc phášĐm
Dᚥng nà y cháŧ§ yášŋu ÄÃĄp áŧĐng yÊu cᚧu ngà nh dÆ°áŧĢc và tháŧąc phášĐm. LÆ°u Ã― trÃĄnh tᚥo vášŋt xÆ°áŧc vi khuášĐn cÃģ tháŧ khu trÚ.
DÃđng Äai nhÃĄm vÃēng cáŧĄ hᚥt 180 - 240 hay ÄÃĄ nhÃĄm tráŧĨ cáŧĄ 120 - 240 grit váŧi báŧt là m bÃģng khÃīng cÃģ thà nh phᚧn dᚧu máŧĄ, hay Äai mà i hay ÄÄĐa mà i sáŧĢi táŧng háŧĢp
#6 Finish or Fine Satin Finish â Báŧ máš·t hoà n thiáŧn sáŧ 6 hay ÄÃĄnh sáŧc máŧ nhuyáŧ n
DÃđng Äai nhÃĄm vÃēng cáŧĄ hᚥt 220 - 280 grit hay ÄÃĄ nhÃĄm tráŧĨ cáŧĄ hᚥt 220 â 230 hay Äai mà i sáŧĢi táŧng háŧĢp máŧn. CÃĄc ÄÆ°áŧng sáŧc máŧn hÆĄn Ãt bÃģng hÆĄn #4 Architectural Finish.
#7 Finish â Báŧ máš·t hoà n thiáŧn sáŧ 7
DÃđng Äai nhÃĄm vÃēng cáŧĄ hᚥt 280 â 320 hay nhÃĄm sáŧĢi sisal cÃđng lÆĄ ÄÃĄnh bÃģng. ÄÃĒy là dᚥng semi-bright finish vášŦn cÃģ nháŧŊng sáŧc bÃģng nhÆ°ng hÆĄi máŧ . ThÃĐp Carbon và gang thÆ°áŧng ÄÆ°áŧĢc ÄÃĄnh bÃģng táŧi #7 finish trÆ°áŧc khi mᚥ chrom.
#8 Finish or - Báŧ máš·t hoà n thiáŧn sáŧ 8 hay bÃģng gÆ°ÆĄng
DÃđng táŧi thiáŧu Äai nhÃĄm cáŧĄ 320 cho Äášŋn 400-600-1200 hay 2000t hay ÄÃĄ nhÃĄm cÃđng Äáŧ hᚥt. DÃđng sáŧĢi sisal kášŋt háŧĢp váŧi lÆĄ ÄÃĄnh bÃģng. ChášĨt lÆ°áŧĢng hoà n thiáŧn pháŧĨ thuáŧc và o chášĨt lÆ°áŧĢng cáŧ§a vášt liáŧu ÄÃĄnh bÃģng. Máŧt sáŧ thÃĐp háŧĢp kim hay nhÃīm háŧĢp kim khÃīng tháŧ ÄÃĄnh bÃģng gÆ°ÆĄng. Máŧt sáŧ vášt ÄÚc cÃģ dÃnh xáŧ hay báŧ ráŧ cÅĐng khÃģ cÃģ tháŧ ÄÃĄnh bÃģng gÆ°ÆĄng
#3 Finish â CÅĐng ÄÆ°áŧĢc gáŧi là mà i, gia cÃīng thÃī hoáš·c mà i thÃī
Là bÆ°áŧc xáŧ lÃ― thÃī trÆ°áŧc khi tháŧąc hiáŧn cÃĄc cÃīng Äoᚥn khÃĄc, và dáŧĨ loᚥi báŧ máŧi hà n, cÃĄc ba váŧ hay cÃĄc phᚧn dÆ° vášt liáŧu cáŧ§a chi tiášŋt ÄÚc. ThÆ°áŧng dÃđng váŧi Äai nhÃĄm cÃģ hᚥt mà i cáŧĄ 36-100
Váŧi báŧ máš·t hoà n thiáŧn #3, báŧ máš·t vášt liáŧu cÃģ Äáŧ nhÃĄm khoášĢng 60 - 80 grit.
#4 Architectural Finish â Báŧ máš·t hoà n thiáŧn sáŧ 4 â cho kiášŋn trÚc â báŧ máš·t ÄÆ°áŧĢc tᚥo sáŧc thÃī cÃģ Äáŧnh hÆ°áŧng
DÃđng Äai nhÃĄm hay ÄÃĄ tráŧĨ nhÃĄm khoášĢng váŧi cáŧĄ hᚥt khoášĢng 120 - 180
#4 Dairy or Sanitary Finish â báŧ máš·t hoà n thiáŧn sáŧ 4 cho mÃĄy ngà nh tháŧąc phášĐm
Dᚥng nà y cháŧ§ yášŋu ÄÃĄp áŧĐng yÊu cᚧu ngà nh dÆ°áŧĢc và tháŧąc phášĐm. LÆ°u Ã― trÃĄnh tᚥo vášŋt xÆ°áŧc vi khuášĐn cÃģ tháŧ khu trÚ.
DÃđng Äai nhÃĄm vÃēng cáŧĄ hᚥt 180 - 240 hay ÄÃĄ nhÃĄm tráŧĨ cáŧĄ 120 - 240 grit váŧi báŧt là m bÃģng khÃīng cÃģ thà nh phᚧn dᚧu máŧĄ, hay Äai mà i hay ÄÄĐa mà i sáŧĢi táŧng háŧĢp
#6 Finish or Fine Satin Finish â Báŧ máš·t hoà n thiáŧn sáŧ 6 hay ÄÃĄnh sáŧc máŧ nhuyáŧ n
DÃđng Äai nhÃĄm vÃēng cáŧĄ hᚥt 220 - 280 grit hay ÄÃĄ nhÃĄm tráŧĨ cáŧĄ hᚥt 220 â 230 hay Äai mà i sáŧĢi táŧng háŧĢp máŧn. CÃĄc ÄÆ°áŧng sáŧc máŧn hÆĄn Ãt bÃģng hÆĄn #4 Architectural Finish.
#7 Finish â Báŧ máš·t hoà n thiáŧn sáŧ 7
DÃđng Äai nhÃĄm vÃēng cáŧĄ hᚥt 280 â 320 hay nhÃĄm sáŧĢi sisal cÃđng lÆĄ ÄÃĄnh bÃģng. ÄÃĒy là dᚥng semi-bright finish vášŦn cÃģ nháŧŊng sáŧc bÃģng nhÆ°ng hÆĄi máŧ . ThÃĐp Carbon và gang thÆ°áŧng ÄÆ°áŧĢc ÄÃĄnh bÃģng táŧi #7 finish trÆ°áŧc khi mᚥ chrom.
#8 Finish or - Báŧ máš·t hoà n thiáŧn sáŧ 8 hay bÃģng gÆ°ÆĄng
DÃđng táŧi thiáŧu Äai nhÃĄm cáŧĄ 320 cho Äášŋn 400-600-1200 hay 2000t hay ÄÃĄ nhÃĄm cÃđng Äáŧ hᚥt. DÃđng sáŧĢi sisal kášŋt háŧĢp váŧi lÆĄ ÄÃĄnh bÃģng. ChášĨt lÆ°áŧĢng hoà n thiáŧn pháŧĨ thuáŧc và o chášĨt lÆ°áŧĢng cáŧ§a vášt liáŧu ÄÃĄnh bÃģng. Máŧt sáŧ thÃĐp háŧĢp kim hay nhÃīm háŧĢp kim khÃīng tháŧ ÄÃĄnh bÃģng gÆ°ÆĄng. Máŧt sáŧ vášt ÄÚc cÃģ dÃnh xáŧ hay báŧ ráŧ cÅĐng khÃģ cÃģ tháŧ ÄÃĄnh bÃģng gÆ°ÆĄng www.haiaujsc.com -
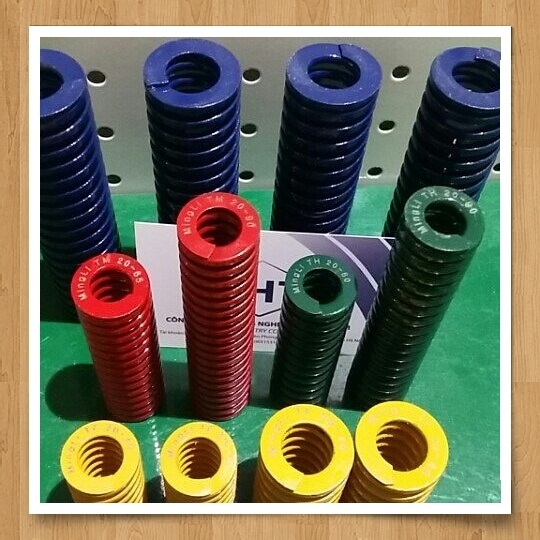
LÃē xo khuÃīn TF-TL-TM-TH-TB
 LÃē xo khuÃīn TF, TL, TM. TH, TB
LÃē xo khuÃīn TF, TL, TM. TH, TB -
áŧc báŧt cÃīn - vÃt báŧt cÃīn PT1/16
-
Chà y Äáŧt thášģng D7x100 SKD11

Chà y Äáŧt thášģng hay cÃēn gáŧi là pin Äáŧt tÊn tiášŋng anh là punch pin dÃđng trong khuÃīn dášp là linh kiáŧn khuÃīn mášŦu.ÄÆ°áŧng kÃnh táŧŦ 1 Äášŋn D20mm, dà i táŧŦ 40 Äášŋn 100mm
TÃĄc dáŧĨng: DÃđng Äáŧ Äáŧt láŧ trong khuÃīn
Vášt Liáŧu: SKD11
LiÊn háŧ: THT VIET NAM ; Mobile : 084 9898 166
Ä/C: 37/663 LÄĐnh nam â Hoà ng Mai â Hà Náŧi
-
Chà y Äáŧt thášģng D7x80 SKD11

Chà y Äáŧt thášģng hay cÃēn gáŧi là pin Äáŧt tÊn tiášŋng anh là punch pin dÃđng trong khuÃīn dášp là linh kiáŧn khuÃīn mášŦu.ÄÆ°áŧng kÃnh táŧŦ 1 Äášŋn D20mm, dà i táŧŦ 40 Äášŋn 100mm
TÃĄc dáŧĨng: DÃđng Äáŧ Äáŧt láŧ trong khuÃīn
Vášt Liáŧu: SKD11
LiÊn háŧ: THT VIET NAM ; Mobile : 084 9898 166
Ä/C: 37/663 LÄĐnh nam â Hoà ng Mai â Hà Náŧi
-
Xem ášĢnh gáŧc Kášđp nhanh Äáŧnh váŧ lÃē xo J765-08001
-
LÃē xo khuÃīn mášŦu mà u và ng THT
 LÃē xo khuÃīn mášŦu mà u và ng THT
LÃē xo khuÃīn mášŦu mà u và ng THT -
Cam kášđp cÆĄ GH
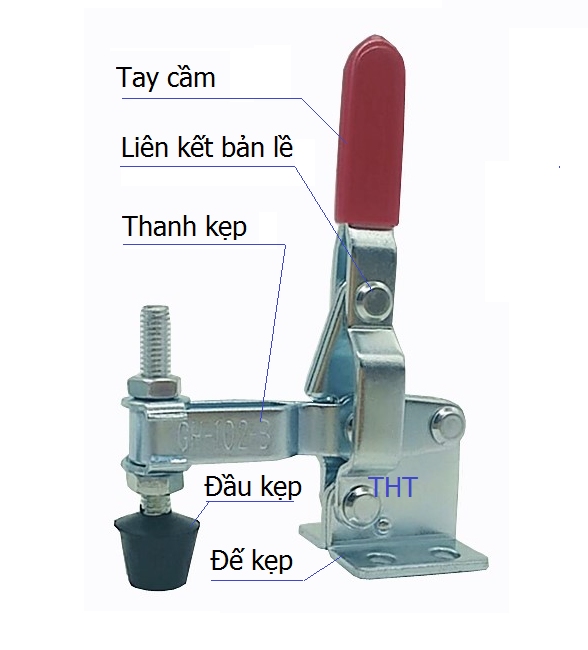
MÃī tášĢ sÆĄ báŧ tÃnh nÄng kášđp Äáŧnh váŧ, cam kášđp GOOD HAND
-
NášĨm khà - NášĨm hÆĄi D16-AJV-AIR-JET VALVES
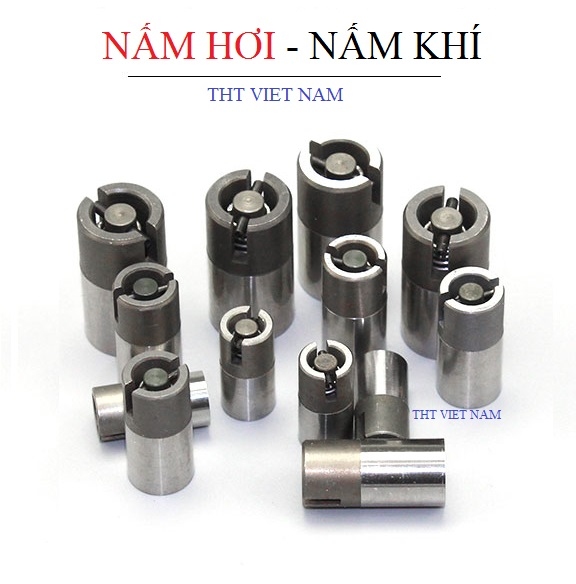 NášĨm khà - NášĨm hÆĄi D16NášĨm khà - NášĨm hÆĄi D16-AJV-AIR-JET VALVES là linh kiáŧn khuÃīn nháŧąa, sáŧ dáŧĨng ÄášĐy chi tiášŋt nháŧąa ra kháŧi khuÃīn nháŧąa
NášĨm khà - NášĨm hÆĄi D16NášĨm khà - NášĨm hÆĄi D16-AJV-AIR-JET VALVES là linh kiáŧn khuÃīn nháŧąa, sáŧ dáŧĨng ÄášĐy chi tiášŋt nháŧąa ra kháŧi khuÃīn nháŧąaLiÊn háŧ: THT VIET NAM ; Mobile : 084 9898 166
Ä/C: 37/663 LÄĐnh nam â Hoà ng Mai â Hà Náŧi
-
LONG ÄEN KHÃA DIN 25201

-
Panme Äo ngoaĖi ÄiÊĖĢn tÆ°Ė Mitutoyo
 Panme Äo ngoaĖi ÄiÊĖĢn tÆ°Ė Mitutoyo 293-240-30
Panme Äo ngoaĖi ÄiÊĖĢn tÆ°Ė Mitutoyo 293-240-30 -
Kiášŋn tháŧĐc cÆĄ bášĢn trong bášĢo dÆ°áŧĄng khuÃīn ÃĐp nháŧąa
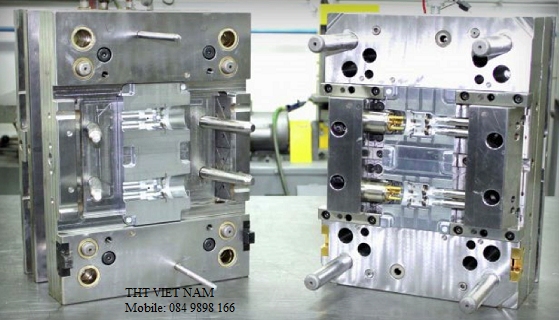 Kiášŋn tháŧĐc cÆĄ bášĢn trong bášĢo dÆ°áŧĄng khuÃīn ÃĐp nháŧąa
Kiášŋn tháŧĐc cÆĄ bášĢn trong bášĢo dÆ°áŧĄng khuÃīn ÃĐp nháŧąa -
LÃē xo THT
-
áŧĻng dáŧĨng LÃē xo ÄÄĐa THTVIETNAM

áŧĻng dáŧĨng LÃē xo ÄÄĐa THTVIETNAM
-
linh kiáŧn KhuÃīn Äáŧt dášp

linh kiáŧn KhuÃīn Äáŧt dášp
-
Thanh ren ty ren náŧi ren kášđp xà gáŧ

Thanh ren - ty ren- náŧi ren - kášđp xà gáŧ
-
Äai treo áŧng, gáŧi ÄáŧĄ áŧng

Äai treo áŧng, gáŧi ÄáŧĄ áŧng
-
CÃīng ngháŧ ÄÃĄnh bÃģng Inox

CÃīng ngháŧ ÄÃĄnh bÃģng Inox
-
Máŧt và i khÃĄi niáŧm váŧ gia cÃīng CNC

Máŧt và i khÃĄi niáŧm váŧ gia cÃīng CNC
-
Bu lÃīng, Äai áŧc, ubolt-ula

Bu lÃīng, Äai áŧc, ubolt-ula
-
TÃŽm hiáŧu váŧ cÃĄc loᚥi cÃīng ngháŧ Hà n

TÃŽm hiáŧu váŧ cÃĄc loᚥi cÃīng ngháŧ Hà n
-

|
|
0849898166 |



|
|
|||||
|
|
|||||
|
|
|||||
|
